In October, SVAM honored Southwest Virginia manufacturers with awards for manufacturing companies who go above and beyond in various categories. Through this blog series, we would like for you to get to know the award winners and learn more about their accomplishments.

Universal Fibers, Inc. in Bristol, VA was awarded our Excellence in Safety award. To learn more about the company and the impact of the award, we interviewed Teddy Smith, Safety and Training Coordinator at Universal Fibers, Inc.
Tell us about your company.
As the only solution-dyed fiber producer in multiple chemistries, our versatile products and capabilities begin with four core polymers; Nylon 6, Nylon 6,6, PET and PTT. Universal Fibers offers finished yarns in both single colors and multi-end specialties. We welcome orders in small to large lots in specifications to meet the unique needs of our global customers in diverse markets such as carpet, industrial, medical, filtration, military, rope and cordage.
Universal Fibers is committed best in class quality, service, color and innovation. We are smart in what we invent, and savvy in how we choose to invest and grow. Our commitment to sustainability is unwavering, steadfast and serves as a basis from which all products and processes are developed. We believe true sustainability begins with a safe workplace environment and includes support of the communities in which we live and work, worldwide.
Tell us about the program(s) you have implemented that led you to win this award.
We have created the Green Shirt Program for use internally in our plant. Employees volunteer and are chosen to participate in this program for four months. During the period that they are Green Shirts, the employees go through the facility looking for potential safety hazards. When issues or hazards are found, the Green Shirt will document it, have a member of Management sign off to acknowledge. The report is then turned into the Safety Department to ensure that all hazards have been corrected and will follow up on any that is required. All observations are kept in a pivot chart by department, by Green Shirt and distributed each week so that Department Managers can see the types of hazards found in their respective area.
Safety Walk Throughs– This program we started in June, and it involves getting together a team of individuals from other areas to walk through departments in other areas of the plant. On our walk through, we look at work practices, PPE compliant, environmental, and machinery. During this time, we study and look at work practices to ensure that we are doing all that we can do safely. We also use this walkthrough as a platform to discuss any matters that the manager would like to discuss in relation to safety.
When an accident occurs at the facility, all salaried employees wear a yellow vest during the day after an accident. On this vest, written on the back, is the phrase, “Ask me what happened.” The salaried employees will answer questions from hourly employees concerning the accident when asked. By wearing this vest, our goal is to open the discussion about the incident and prevent a similar one from occurring.
All accidents/incidents are covered monthly in the monthly safety meeting, regardless of severity. We discuss these accidents so that we all can learn from and prevent from happening.
A Daily Safety Tip is emailed to all employees that have access to a company email, every morning, Monday through Friday. The Global Safety Team is also a recipient of the email as well.
How do you feel your company was set apart from other companies who might apply for this award?
We have a multitude of varying communications and programs our safety teams work on daily/weekly/monthly, with participation from all global locations. Communication from each department throughout all levels in our organization is key to keeping up the level of buy-in that is needed to consistently get better year over year.
Where do you see the future of your company in regard to safety?
Part of the theme of this 50th year is outlined as a “LEGACY”. A legacy is what we have written at Universal Fibers, it’s what we’re writing now to leave behind. What’s next to come – on the horizon? For us, we know it’s only the beginning…. But we are so thankful for this recognition that we are heading in the right direction – but we know it’s only the beginning.
What has winning this award meant for your company? Have there been internal or community impacts of winning this award?
This proud moment in our company’s history is only possible because of our greatest assets – our people. We have an extremely loyal, dedicated and hardworking associates at our facility – and around the world. Safety is communicated as our main focus throughout our organization. Our Safety commitment statement begins “we place the highest value on the safety and well-being of our Associates at Universal Fibers”. That is a vital part of our DNA at Universal Fibers.
To learn more about Universal Fibers, Inc. visit their website www.universalfibers.com


 The Southwest Virginia Alliance for Manufacturing in partnership with the University of Virginia’s College at Wise Professional Development recently held a training by Carla Glass who discussed how to apply practices from the New York Times best-seller, “Crucial Conversations: Tools for Talking when Stakes are High”. She interactively highlighted key tips to improve dialogue, engagement, and relationships which inevitably contribute to a high performing culture.
The Southwest Virginia Alliance for Manufacturing in partnership with the University of Virginia’s College at Wise Professional Development recently held a training by Carla Glass who discussed how to apply practices from the New York Times best-seller, “Crucial Conversations: Tools for Talking when Stakes are High”. She interactively highlighted key tips to improve dialogue, engagement, and relationships which inevitably contribute to a high performing culture.




 Strongwell in Bristol, VA received the Community Impact Award. To learn more about the company and the impact of the award, we interviewed Te-Kai Shu, Social Media and Business Development Manager at Strongwell.
Strongwell in Bristol, VA received the Community Impact Award. To learn more about the company and the impact of the award, we interviewed Te-Kai Shu, Social Media and Business Development Manager at Strongwell.



 Tempur Sealy in Duffield, VA received the Manufacturer of the Year Award. To learn more about the company and the impact of the award, we interviewed Tabetha Church, Human Resources Manager at Tempur Sealy.
Tempur Sealy in Duffield, VA received the Manufacturer of the Year Award. To learn more about the company and the impact of the award, we interviewed Tabetha Church, Human Resources Manager at Tempur Sealy.



 In June 2016, the EEOC released a 130-page report on harassment in the workplace. The report identified “live, interactive training” as the preferred method of anti-harassment training. Some key takeaways from that report are:
In June 2016, the EEOC released a 130-page report on harassment in the workplace. The report identified “live, interactive training” as the preferred method of anti-harassment training. Some key takeaways from that report are: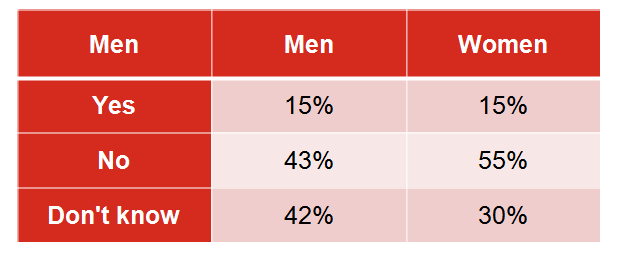








 We have a very solid forklift program from training down to engineer controls we have put into place. When training a new forklift operator we go by the OSHA standard that includes class room training with a written test. The most important part of the training is the on hands or the driving part. We require the employee to operate the forklift 4 hours a day for 30 days with an experience driver nearby training them. This is completed prior to when their performance is evaluated. We have put in engineering controls in place or on our Powered Industrial Equipment; we installed a shock watch/total trax system on our forklifts. This system allows us to control who can or cannot operate our forklifts. This system also monitors the driver’s performance and if he or she comes into contact with anything and generates a Gforce higher than the set amount the shock watch system will shut down the forklift operations, and this will require the supervisor to reset the forklift and complete an investigation on the incident.
We have a very solid forklift program from training down to engineer controls we have put into place. When training a new forklift operator we go by the OSHA standard that includes class room training with a written test. The most important part of the training is the on hands or the driving part. We require the employee to operate the forklift 4 hours a day for 30 days with an experience driver nearby training them. This is completed prior to when their performance is evaluated. We have put in engineering controls in place or on our Powered Industrial Equipment; we installed a shock watch/total trax system on our forklifts. This system allows us to control who can or cannot operate our forklifts. This system also monitors the driver’s performance and if he or she comes into contact with anything and generates a Gforce higher than the set amount the shock watch system will shut down the forklift operations, and this will require the supervisor to reset the forklift and complete an investigation on the incident. We have implemented a strong wellness program which includes a stretching program along with having a physical therapist onsite to help with work related and non-work related strains and pains. The MedFit Early Intervention Program (EIP) is designed to recognize and start early treatment prior to an injury occurrence. Employees with aches, pains and concerns come to our specialist and are assessed according to their complaints. The specialist will then determine a Medical Exercise Training program to start with the employee if an outside referral is not needed. The employee will come for 30-minute sessions one to two times per week determined by the specialist. We will then look at the type of complaint and perform an ergonomic assessment on the employees’ workstation to see if there are modifications that are needed to help address the employee’s complaints. Our goal is to give the employee a healthy quality life inside the Tempur work field as well as when the employees are off duty.
We have implemented a strong wellness program which includes a stretching program along with having a physical therapist onsite to help with work related and non-work related strains and pains. The MedFit Early Intervention Program (EIP) is designed to recognize and start early treatment prior to an injury occurrence. Employees with aches, pains and concerns come to our specialist and are assessed according to their complaints. The specialist will then determine a Medical Exercise Training program to start with the employee if an outside referral is not needed. The employee will come for 30-minute sessions one to two times per week determined by the specialist. We will then look at the type of complaint and perform an ergonomic assessment on the employees’ workstation to see if there are modifications that are needed to help address the employee’s complaints. Our goal is to give the employee a healthy quality life inside the Tempur work field as well as when the employees are off duty.
